


资讯详情
施耐德方案木材家俱行业除尘系统上的应用介绍
分类:
工程案例
作者:
来源:
发布时间:
2021-09-15 00:00
访问量:
机器概述:
在各类木材加工厂中可能有多达几十台不同类型和不同规格的木材加工机床,这些木工机床在加工木材过程中,会产生大量的形状各异的木材碎料,这些木材碎料一般为刨花、碎木片、锯屑、木纤维和木粉等,使用粉尘收集系统可以将这些木材散碎物料及时地、干净地、连续不断地吸运出去到指定的地点,这对于保证木材加工生产的正常进行,提高劳动生产率及提高产品质量、保护车间内外的环境、保证工人的健康、改进车间内的防火条件以及防止工厂周围环境污染等都有十分重要的意义。除尘系统的外形和除尘口如下所示。


工艺概述:
粉尘收集系统主要由三个部分组成:(1)管道系统;(2)动力系统;(3)过滤系统。
管道系统主要由活动软管、直管、弯头、多通管、滑动挡板和节流阀组成。活动软管用于连接各机床,滑动挡板用于关闭单台机床的吸气口,节流阀和锥形漏斗用于调节多通管中气流、气压的平衡。
粉尘收集系统中使用的收尘器可分为两种类型:(1)正压力收尘器,通常是有标准型式的,由风机将粉尘吹进过滤器。(2)负压力收尘器(真空过滤器)为圆形或椭圆形,由风机吸入过滤器。
过滤器由三个部分组成:(1)收尘器底部-粉尘处理;(2)中部-粉尘过滤;(3)上部-空气净化。空气和粉尘由风机进入收尘器的底部。粉尘上升进入收尘器中,而“重”的粉尘沉积底部。“精细”粉尘完全附着在袋上,而空气透过收尘器从过滤器顶部出口排出。过滤袋不能自我清洁。靠气流反吹来完成,使粉尘沉积于过滤器的底部。
收尘器顶部安装的风机用于气流反吹。其底部装有塑料袋用于收集粉尘。大型收尘器是通过安装于底部的螺旋或链式传送装置将粉尘排出。然后通过气力输送装置送入存储箱或料仓。
方案概述:
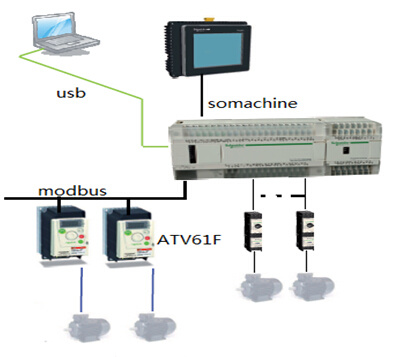
电气控制方案整机采用施耐德全套小型自动化控制方案,主要有控制器TM218+触摸屏(GXO3501)+ATV61F变频器。TM218有丰富的RS485接口,主要用于现场仪表或者电力参数仪表的MODBUS通讯已经触摸屏的通讯。M218和变频器通过modbus通讯读取变频器的相关参数并设定除尘管网压力的设定值。除尘系统中的各个环节中的阀门(如气流的反复反吹等)的控制。ATV61变频器充当了核心的控制工作,既要带动大功率的负压风机,同时也要通过其自身的PID功能实现负压的恒定调节。触摸屏则对整个工艺流程实施有效的监控。
控制要求
被控对象
负压风机(ATV61F变频器),卸料阀,管板机,脉冲除尘,辅机等。
需要实现的功能:
变频器带动负压风机并做恒压控制(PID调节),以维持管网的恒定压力在吸尘口达到良好的除尘效果。
M218和变频器走MODBUS总线,读取反馈压力,输出电流、频率、电压等参数。并过触摸屏设置管网负压。
在触摸屏中除了监视整个系统运行状况外还需要有手动启停各种阀门和脉冲除尘系统等功能。
ATV61F PID调节问题
ATV61自带PID调节功能,具有设置简单,调节效果好等优势。
在本除尘系统中使用37KW的负压风机,能达到的压力范围为0~5000pa.也就意味着除尘系统的设定压力范围也在0~5000Pa.
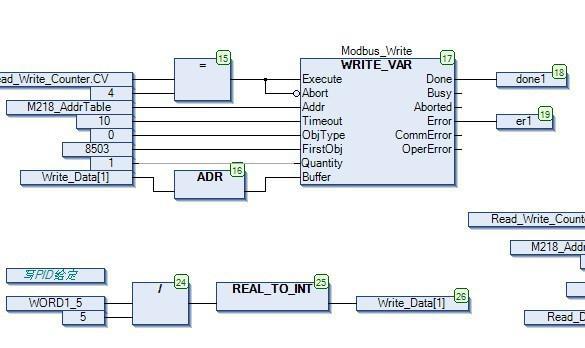
根据ATV61F—modbus变量通讯手册,通过总线给定的PID调节值地址为8503,其调整范围为0~1000.那么在设定压力是需要做一个小小的转换。如下图程序所示
ATV61变频器设置如下:
1,根据电机铭牌设置好电机参数及电机热保护参数
2,在1.5输入/输出设置中对AI2进行设置和分配,反馈压力为4~20mA
3,在1.6命令菜单中将“组合模式”选为“隔离”;将“给定1通道”选为“modbus”给定;“命令1通道”选为端子排
4,在1.7应用菜单中将“PID反馈”分配为“AI2”;反馈和给定的最大最小值均设为0~1000
5,根据默认的比例、微分、积分增益来调节出合适的PID参数。
ATV61F 和M218 modbus通讯问题
对于施耐德变频器来说modbus通讯口为标准配置,而M218PLC上的modbus通讯口同样为标配,所以对于这样的系统来说modbus通讯变频的简洁而实用。
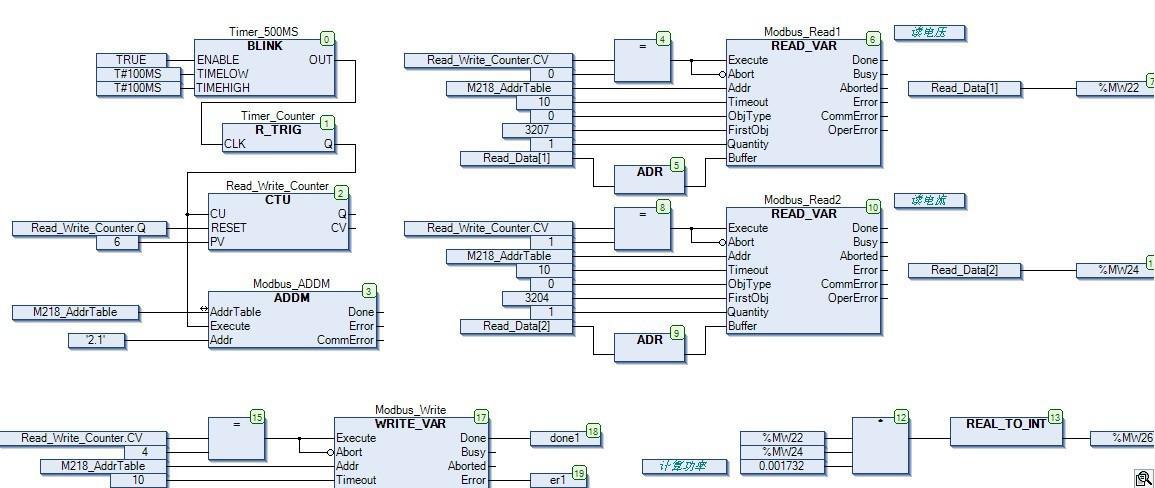
功能块”ADDM””Read_var”和“Write_var”即可实现变频器和PLC直接的通讯,其通讯程序如下:
控制效果和总结:
本系统在调试后ATV61F的PID功能调试灵敏且稳定,达到了设想的目标控制值。整套系统运行同样稳定可靠。木材和家俱行业中除尘已经变得越来越不可缺少,施耐德的小型自动化产产品为除尘系统带来了良好的控制效果和经济的制造成本,因此制造此类设备的OEM制造商中具有极高的推广价值。
上一页
上一页
电话:010-82867930 传真:010-82867927 邮编:100190 E-Mail:gowell@go-well.com.cn
公司地址:北京海淀区知春路63号51号楼11层1103室 北京高威科电气技术股份有限公司 版权所有 京ICP备12042707号 网站建设:中企动力 北二分 seo标签