


资讯详情
海南马自达汽车锻压生产线改造项目
分类:
工程案例
作者:
来源:
发布时间:
2021-09-15 00:00
访问量:
汽车锻压生产线--特点
•生产节拍,比原先系统提高1秒/工件
•机械本体不变,只改动控制部分。
汽车锻压生产线--优势
•设备故障率极底
从2010年改造完成后,运行到现在没有出现一次由系统故障造成的停机,客户反馈极好。
•改造前的工件参数配方可以直接在新系统中引用,不需要再进行每个工件的试生产,省去繁重费时的工件测试。
一、系统介绍
•客户:海南马自达
•行业:汽车制造行业
•设备类型:汽车锻压车间上下料
机械手、穿梭车。
•系统性能指标:
Ø系统稳定率>99.95%
Ø生产节拍 12 秒 一个产品 (汽车小件)
13 秒 一个产品 (汽车大件)

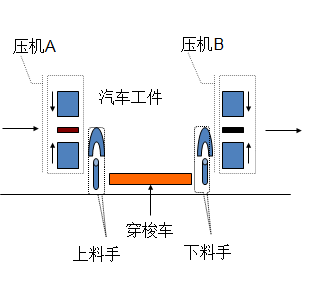
二、工艺说明
锻压工艺(1工位)
1)上料手向压机A中的模具取汽车工件
2)将将车工件放入穿梭车
3)穿梭车将汽车工件快速移至下料手位置等待
4)下料手在压机B可放料时刻将穿梭车上的汽车工件放入压机B处
5)压机B工作,进行压模
6) 压模完成,压机B打开,后工位上料手取走压机B的工件
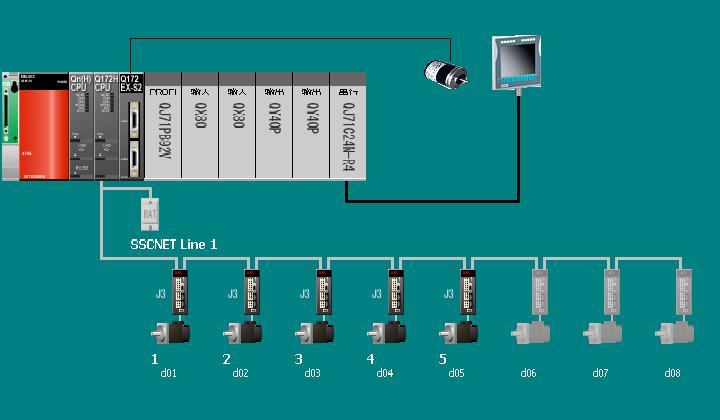
三、系统配置
操作界面还是沿用原先压机的触摸屏,与PLC通过QJ71C24-R4通讯,通过Q172EX-S2连接压机处的编码器,PLC选择是Q06HCPU ,运动控制器选用Q172H,伺服采用MR-J3-11KB 走SSCNET 光纤总线通讯,工位之间采用PROFIBUS现场总线通讯。
四、特点
l 系统稳定性非常高
从2010年改造完成后,运行到现在没有出现一次由系统故障造成的停机。
l 改造前的工件参数配方可以直接在新系统中引用,不需要再进行每个工件的试生产。
l 生产节拍,比原先系统提高1秒/工件
l 机械本体不变,只改动控制部分。
下一页
下一页
电话:010-82867930 传真:010-82867927 邮编:100190 E-Mail:gowell@go-well.com.cn
公司地址:北京海淀区知春路63号51号楼11层1103室 北京高威科电气技术股份有限公司 版权所有 京ICP备12042707号 网站建设:中企动力 北二分 seo标签