


资讯详情
高速悬锭粗纱系统
分类:
行业应用
作者:
来源:
发布时间:
2021-09-15 00:00
访问量:
系统介绍
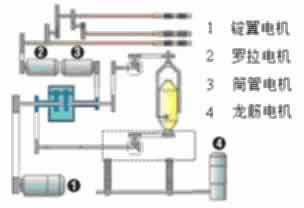
近年来,随着电力电子与自动化技术在各行业的广泛应用与深入普及,为满足进一步提高纺机竞争力的内在要求,实现粗纱机高速、高效、高度机电一体化已是国内外粗纱机发展的必然趋势。代表当今最高技术的高速悬锭粗纱机的传动系统结构见下图所示,整机采用四台变频控制的电机分别来实现粗纱的牵伸、加捻、卷绕、成型工序。
高速悬锭粗纱机取消了传统粗纱机中的锥轮(俗称铁炮),成形机构、差动机构、摆动机构和换向机构等,还取消了捻度、升降、卷绕、张力、成形角度等变换齿轮,而采用4台电机分别传动牵伸罗拉(产生牵伸倍数),锭翼(使粗纱绕卷到纱管上),筒管(使粗纱产生捻度)和龙筋升降(完成卷绕形状)。采用4台电动机传动后,除简化了机械结构,取消了上述机构齿轮外,还降低了噪声,提高了车速,减少粗纱断头,增加单机产量(主机速度提高了30%以上)保证粗纱质量稳定,同时改变工艺简便、快捷。
主要功能
粗纱工序是纺制细纱前的准备工序,主要包括以下四个主要功能:
(1).牵伸(罗拉):进行5~12倍的牵伸,分担细纱机的牵伸比。
(2).加捻(锭翼):给牵伸后的须条加上适当捻度,使纱具有一定的强度。
(3).卷绕(筒管):将加捻后的粗纱卷绕在筒管上,便于贮存、搬运。
(4).成形(龙筋):卷绕成两端成锥形的粗纱,便于细纱机的退绕喂入。
关键技术
同步驱动技术
作业管理技术
锭量控制技术
张力控制技术
手自动落纱技术
断纱断条检测技术
抑制细节技术
精确的三定(定位、定向、定长)技术
达到的技术性能
锭翼速度最高速:1000 r/min~1500 r/min
锭 数 : 120
粗纱干定量:5.5~10 g/10m
粗纱张力控制 :恒张力卷绕, 纺纱段上下抖动不超过0.1mm
应用的效果
高速悬锭粗纱系统能有效地控制慢速启动与刹车,确保频繁点动时的纺纱质量,有效抑制细节的产生,具有防细节功能;精确地进行三定(定位、定向、定长),由工控机控制,在保证定长、定位的前提下,最后一层粗纱可提前换向,以保证细纱机上粗纱的更换,减少粗纱尾纱的浪费;因其取消了传统的锥轮机构,工艺调整简便迅速,特别是张力、锭速的调整不影响正常生产运转,值车工可根据实际运转情况随时通过人机界面进行调整,使生产更趋可控、正常,纺纱质量都稳定,班产都可达万米以上。
上一页
上一页
电话:010-82867930 传真:010-82867927 邮编:100190 E-Mail:gowell@go-well.com.cn
公司地址:北京海淀区知春路63号51号楼11层1103室 北京高威科电气技术股份有限公司 版权所有 京ICP备12042707号 网站建设:中企动力 北二分 seo标签