


资讯详情
三菱变频器在粗纱机上的运用
分类:
纺织行业
作者:
来源:
发布时间:
2021-09-15 00:00
访问量:
一、导言
近年来,国内外新型粗纱机在机电一体化和机械制造加工精度等方面实现了跨越式发展,在控制与传动系统上,以计算机为核心,并采用多台电机线性同步运行,随着IPC(工业控制计算机)、PLC(可编程序控制器)、伺服系统和变频系统的应用,使粗纱机的控制精度、控制功能得到提高。由于伺服控制系统的成本太高,大大降低了粗纱机的市场竞争能力,因此,我公司开发了以变频控制系统为基础的粗纱机控制系统,该系统成功解决了粗纱机要求的恒张力控制,断电同步停车等关键性控制技术。该设备已成功运推向市场,并批量生产。根据控制运行的电动机数量,分为二电机、三电机、四电机、七电动等多种型号。
二、系统功能与构成
把棉花纺成纱,一般要经过清花、梳棉、并条、粗纱、细纱等主要工序。经过并条工序的几道并合牵伸,棉条已经比较均匀,纤维已在一定程度上伸直平行。但是末道棉条(熟条)的定量较重,如直接纺细纱,则细纱机的牵伸倍数要达到百倍以上。这样大的牵伸倍数,目前的传统环锭细纱机牵伸机构难以实现,即便勉强实行,纺成的细纱质量也难以保证。为此细纱工序前,须先经粗纱工序将熟条牵伸拉细至一定程度,减轻细纱机的负担。粗砂机机械结构示意见下图。

图1 粗纱机示意图
粗纱机电控系统采用IPC、PLC数字化控制系统,以实现恒张力控制,并配备触摸屏,能监视和更改纺纱参数,我们已四电机粗纱机为例,要求粗纱机的四轴同步传动,我们使用两台三菱FR-A740-15kw变频器分别驱动锭翼和筒管装置、一台FR-A740-5.5kw变频器驱动罗拉装置以及一台FR-J2S-200A伺服驱动器驱动升降装置;如图1中所示,熟条从条筒中引出,由导条罗拉积极输送,经导条辊、导条器和喇叭口进入三罗拉双皮圈摇架加压牵伸机构。后罗拉钳口握持条子,上、下皮圈靠一对中罗拉和皮圈销张紧,使纤维在牵伸过程中受到良好的弹性控制,牵伸后的须条由前罗拉钳口送出,再通过锭翼的集合器的聚合穿入空心翼臂,随后在压掌处绕圈后卷绕到筒管上。锭翼套在锭杆上随锭杆回转,每转一圈就给粗纱加上一个捻回;筒管固定在上龙筋的筒管轴上并随之回转,同时依靠成形机构的作用,随上龙筋按一定的规律作升降运动,锭翼的回转运动和筒管的回转及升降运动相配合,完成符合规格的粗纱卷装。
此系统中锭翼电机作为主轴,其余作为从轴,从主轴编码器引出一相编码器脉冲作为同步控制卡的给定,通过同步控制卡给到各个从动变频器, 从动变频器各自的编码器反馈各自电动机的实时速度,实现半闭环控制,从而使电机的速度稳定性大大提高.电控系统通过485通讯对各电动机进行控制,使之同步运行,驱动各装置按照纺纱参数运动。
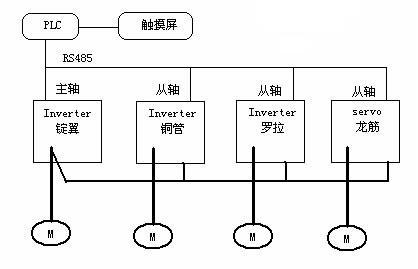
粗纱机各装置连接示意图
纺纱过程中有三种模式如下:
1、纺纱时,切换到自动模式,按“启动”按钮,各装置同时启动,系统进入自动运行状态;
2、断纱接头时,切换到手动模式,按“点车”按钮,方便工作人员接纱;
3、满纱或套管时,切换到手动模式,按“升降”按钮,单独驱动升降装置来落纱或套管。
三、系统特点
1、四台驱动器进行直流共母线的连接,使各装置在停电停车时仍能同步运行,不断纱从而保证成纱质量;
2、以前四电机粗纱机主轴用变频器,其余用伺服控制器,现在我们除了升降装置是用的伺服控制器,其余用的都是变频器,很大程度上节约了成本;
3、有效地控制慢速启动与刹车,确保频繁点动时的纺纱质量,有效抑制粗砂细节的产生,具有防细节功能,可不再需要防细节装置;
4、精确地进行三定(定位、定向、定长),由工控机控制,在保证定长、定位的前提下,最后一层粗纱可提前换向,以保证细纱机上粗纱的更换,减少粗纱尾纱的浪费。

粗砂机及其控制柜
下一页
下一页
电话:010-82867930 传真:010-82867927 邮编:100190 E-Mail:gowell@go-well.com.cn
公司地址:北京海淀区知春路63号51号楼11层1103室 北京高威科电气技术股份有限公司 版权所有 京ICP备12042707号 网站建设:中企动力 北二分 seo标签