


资讯详情
施耐德方案在双螺旋挤出机上的应用介绍
分类:
机械制造
作者:
来源:
发布时间:
2021-09-15 00:00
访问量:
机器概述:
在塑料挤出成型设备中,塑料挤出机通常称之为主机,而与其配套的后续设备塑料挤出成型机则称为辅机。塑料挤出机经过100多年的发展,已由原来的单螺杆衍生出双螺杆、多螺杆,甚至无螺杆等多种机型。塑料挤出机(主机)可以与管材、薄膜、捧材、单丝、扁丝、打包带、挤网、板(片)材、异型材、造粒、电缆包覆等各种塑料成型辅机匹配,组成各种塑料挤出成型生产线,生产各种塑料制品。因此,塑料挤出成型机械无论现在或将来,都是塑料加工行业中得到广泛应用的机种之一。
工艺概述:
将塑料原料和其它成分的配料通过喂料口进入主机料斗,落入主机料斗内再经过螺杆的高速旋转,将已破碎好的物料送到螺杆内,经过螺杆内的温度和输送至模型出口。原料在200多度的高温下溶解,熔解的塑料再通过模具时形成所需要的形状(比如面条状),在进料口和出料口之间一般有10个温度区,每个区的温度根据塑料的原料不同设定的温度也不相同,但是在运行过程中都是做温度PID控制(带水冷却系统)。
方案概述:
电气控制方案整机采用施耐德全套小型自动化控制方案,主要有控制器TM258LF42DT+触摸屏XBTGT5330+ATV61变频器组成,PLC和主机变频器通过CANOPEN总线实现启停、调速控制和数据的读取,触摸屏和PLC通过somachine协议实现变量的直接对接,10个区的温度和冷却控制通过功能控制块FB_ThermoModule来实现。
控制要求
被控对象
主机(ATV61/71变频器) 固态继电器(10个区温度控制)以及冷却电磁阀,喂料电机等。
需要实现的功能:
主机变频器通过CANOPEN总线的控制(启动、停止、调速、以及变频器参数的读取)。
10个区的温度调节(PWM形式的输出控制固态继电器进行加热)。
冷却电磁阀的超过设定温度后的周期脉冲控制。
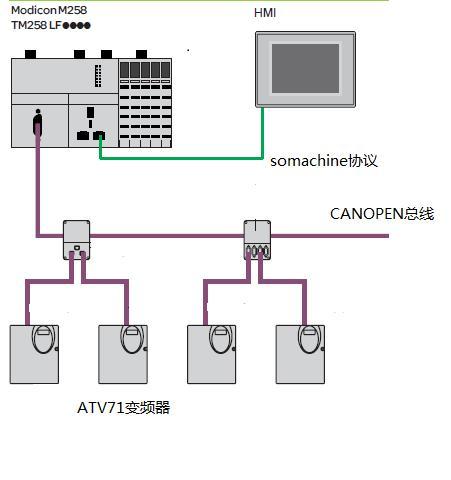
系统架构:
PLC和变频器通过CANOPEN总线通讯,及时准确且减少配线。HMI和PLC通过以太网口走somachine协议可以共享PLC中的变量,大大简化了触摸屏编程工作量。
ATV61和M258之间的CANOPEN通讯问题
对于这类控制有如下几种控制方案
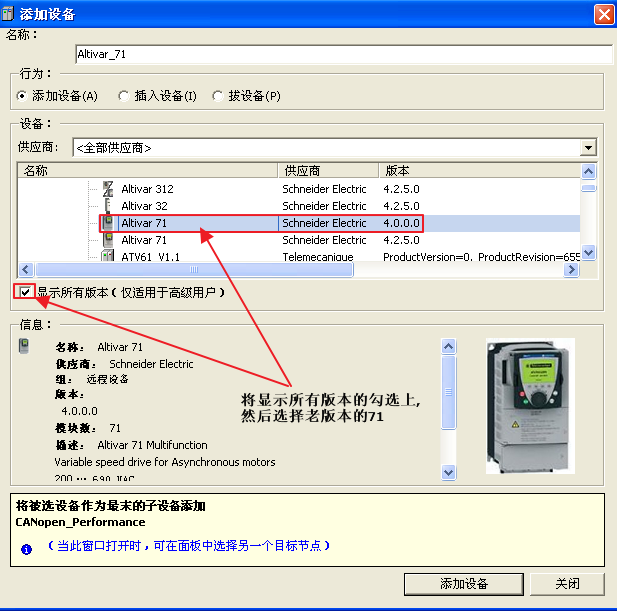
1,在somachine V3.0的版本下,选择老版本71,首先勾选显示所有版本,然后选择ATV71 V4.0.0.0,然后点击【添加设备】
通过在程序中调用功能块进行控制。如下图所示
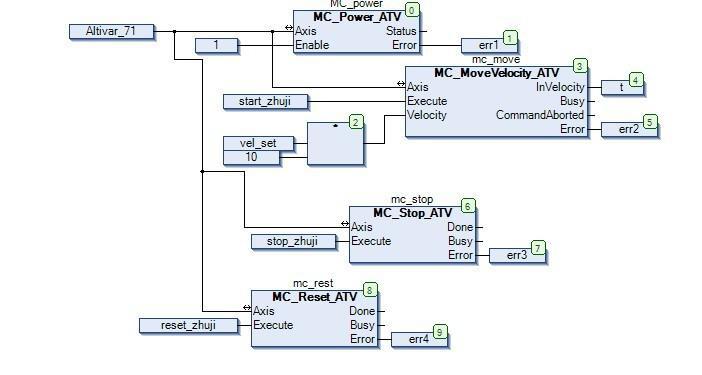
1,I/0控制方式
通过导入ATV61 eds文件到设备库,并通过CANOPEN I/0映射中的控制字来对变频器进行启停和速度控制,流程和变频器设置如下:
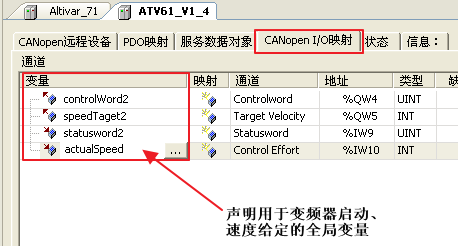
变频器设置:
TV61变频器的参数设置,CANOPEN 地址【AdC0】为2,canopen波特率【bdc0】为250K,
1.6 命令菜单下【组合模式】是【IO模式】,【命令1通道】和【给定1通道】均是canopen。
1.5输入输出设置【2/3线设置】设为【两线制】,【反转】为C201,
1.8 故障管理菜单,【故障复位】为C202
温度控制(PWM输出)PID
FB_ThermoModule 是带自整定功能的温度PID控制功能块,可以通过添加入库的方式实现。
功能块的CFC语言标示形式和引脚定义等如下
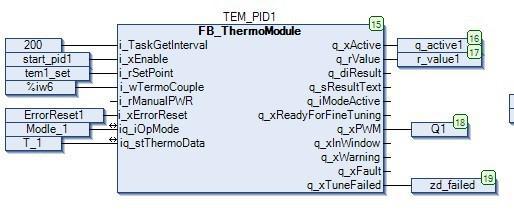
输入参数:
i_LzsTaskGetInterval: 任务执行周期ms。执行该模块的任务周期。建议100ms或者200ms。不能太小,周期太短输出的pwm周期会很短,影响固继寿命,而且对PID的精度并没有什么显著提高。
i_xEnable: 功能块使能信号
i_lrSetPoint: 温度设定值
i_wTermoCouple:实际温度反馈,该值实际单位为0.1度。
i_lrManualPWR:手动设置输出值
i_PIDOutputUplimit: PID 输出的上限 (0~1)。
i_xErrorReset: 故障复位信号
iq_iOpMode:模式设定值。0:无模式,1:手动模式 2:自动模式 3:预整定模式 4:精整模式
输出参数
q_xActive:功能使能信号输出
q_rValue:实际温度输出
q_diResult:功能块错误代码
q_sResultText:功能块错误说明
q_iModeActive:实际模式输出
q_ReadyForFineTuning:z精整就绪信号。当自动模式运行一定时间后,系统会输出该信号,提示用户可以进行精整。
q_rPIDOutput: PID实际输出的模拟量值
q_xPWM:PID的PWM输出信号
q_xInWindow:当实际误差值在设定值范围内时输出该信号
q_xWarning:实际温度超过设定的报警值范围,输出该报警信号
q_xFault:实际温度超过设定的故障值范围,输出该故障信号
q_xTuneFailed:预整定失败信号。
iq_stThermoData: 功能块内部数据。如下图:

1.LowFaultLimit:故障下限
LowWarningLimit:警报下限
HighWarningLimit: 报警上限
HighFaultLimit:故障上限
Window:误差范围窗口值,实际误差小于该值时,功能块的输出信号q_xInWindow为true。
TempScale_K: 实际输入值的比例因数
TempScale_Main_T0:实际输入温度值的偏移量
TempScale_T0:手动设置的实际输入温度值偏移值,用户不能对其进行输出化赋值。
Read_Temp_Correct:用于表面温度和和核心温度的差值修正。用户不能对其进行输出化赋值。
FirstPreTuniMaxTime:第一次整定时间限制值。如果实际整定时间超过这个值,系统会自动启动第二次整定过程
SecondPreRuneMaxTime:第二次整定时间限制值。如果整定时间超过该值,模块输出q_xTuneFailed.
AutoRuneMaxTime:精整最大时间限制值,如果精整时间超过这个值,模块输出q_xTuneFailed.。
IntelNotMotorola:输入信号的读取方式
PreAutoPercentage:预整定的进度显示.。范围0~100。
SurfaceTemperature:和后面的两个信号一起组成表面温度补偿功能。
SetTemperature:该值设为true,用户读取的表面温度补偿会叠加到实际读取的温度值上
ResetTemperature:取消由上面的参数设置的实际读取温度补偿量
TuneCompleted:精整进度。范围 0~100.
Kp:实际整定使用的P值。保持变量
Ki:实际整定使用的I值,保持变量
Kd:实际整定使用的D值,保持变量
使用说明:
如上模块输入输出接口说明,该模块有4种工作模式,通过输入输出参数iq_iOpMode来设定。
0: no mode, 1:manual mode 2:auto mode 3:Pretruning mode 4:Finetuning mode。
我们在实际使用中,最常用到的是1,2和3。
1>manual mode 手动模式:输出直接反应输入,手动输出值通过i_lrManualPWR来设定。
2>auto mode 自动模式:pid在正常工作时,出于该模式。
3>Pretruning mode 预整定模式:该模式用于最初的PID参数整定。
4>Finetuning mode 精确整定模式:在PID自动运行了一段时间后,根据实际需要进一步整定参数。
首先,在连接好外部加热和反馈信号的后,设定好模块的设定温度,启动模块使能信号,然后设定模式参数为Pretruning mode,模块进入预整定模式,此时PID会输出使温度上升到接近设定值,并且会来回振动多个周期。整个预整定的过程可以通过iq_stThermoData结构里面的变量 TuneCompleted 来查看进度,当该值等于100时,说明预整定完成。这个时候,我们就可以在iq_stThermoData 结构里看到整定得来的PID具体参数值。然后,我们设定模式到auto mode,这个时候,模块进入正常工作模式,利用事先得到的参数进行温度的PID控制。
控制效果和总结
通过以上的施耐德全套控制方案和方式做的控制效果令人满意,10多个区的温度PID调节均能够实现+-1度的精度,并且通过CANOPEN总线的方式控制的变频器稳定可靠。
其部分控制程序和触摸屏效果如图所示




下一页
下一页
电话:010-82867930 传真:010-82867927 邮编:100190 E-Mail:gowell@go-well.com.cn
公司地址:北京海淀区知春路63号51号楼11层1103室 北京高威科电气技术股份有限公司 版权所有 京ICP备12042707号 网站建设:中企动力 北二分 seo标签