


资讯详情
M70VA手机面板加工机控制系统
分类:
工程案例
作者:
来源:
发布时间:
2021-09-15 00:00
访问量:
一、背景
手机面板目前大多数采用的单片加工的工艺,一是设备比较差,二是单片加工,效率比较低。加上玻璃容易破裂,造成了产量供不应求的局面。为了解决这一难题,客户开发出一种手机面板加工机。该设备采用一种特殊的超声波技术,加上三菱的双系统控制,一次装夹10片,粗精加工双系统分别完成,提高了加工精度,同时提高了加工效率。
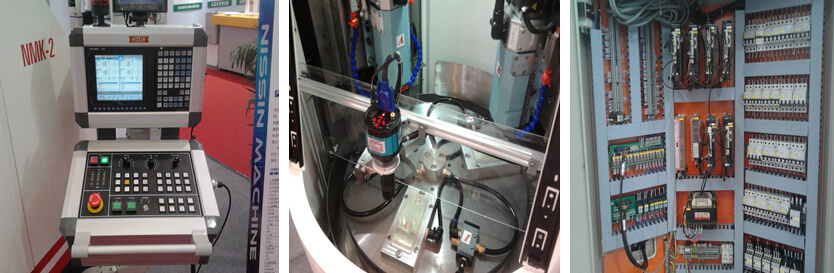
二、设备简介
该设备是OGS(One Glass Solution)触摸屏玻璃原片加工处理的专业机型,更可加工美国康宁Gorilla Glass系列及蓝宝石等一系列超硬材料。本机采用CCD工业相机200W像素高精定位,特殊超声波双磨头设计,可同时或分别进行手机面板轮廓和打孔机的工作。最大加工尺寸200mm*100mm,可涵盖市面上几乎所有大屏幕智能手机面板。
三、系统结构图:
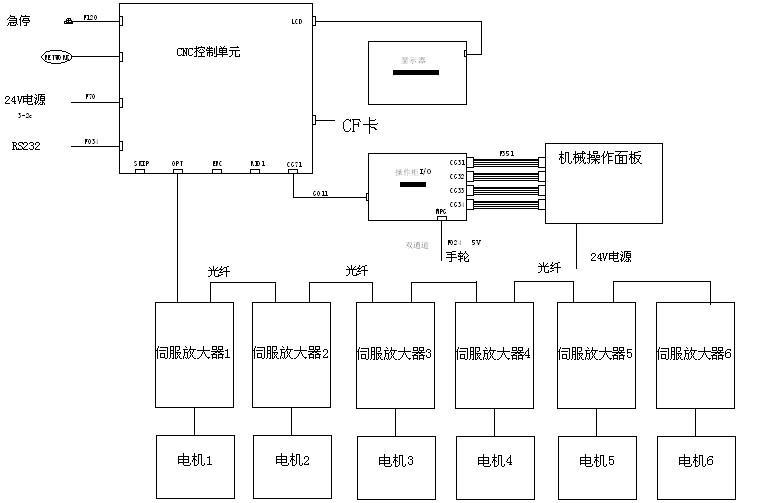
四、系统配置:
ØCNC控制器:三菱M70VA
Ø 驱动器:MDS-D-SVJ3-04
Ø 伺服电机:HF-KP43JW04-S6
Ø 电池:MR-J3BAT
Ø 特殊超声波
Ø 操作面板
Ø 工业相机CCD
五、技术难点:
1.CCD跟CNC数据通讯
CNC无法跟工业照相机直接数据传输,这个是我们遇到的一个很大难点。前期通过232通讯把CCD数据传输到PLC,然后通过PLC发给CNC。结果发现数据很容易出错。后来我们改变思路,首先通过MX COMPONENT 跟CNC进行数据通信测试,可以通讯,然后我们自己开发了一个小软件,通过此软件把CCD跟MX COMPONENT关联起来,从而达到CCD跟CNC数据通讯的目的。
2.消除三个工位安装误差
工作台三个工位,理论上三个工位安装完之后,每个间隔是120度。由于安装误差,每个实际间隔均不是120度。为了消除安装误差,实际要求我们在每个工位加工时候要调用各自的坐标系。我们采用双系统,所以要求我们每个系统建立3个坐标系。刚开始想法是通过CCD读取的坐标系数值直接传输到PLC的缓冲里面,但是操作工没法修改,灵活性不高。后来我们采用加工程序跟PLC一起来解决此误差,采集的数据通过PLC最终变化成程序变量,便于操作工修改。
3.自动上下料机构跟CNC的协调配合
保证上下料机构跟CNC的数据共享,当工作台没用工件并且是安全的情况下要上料,当工作台加工完毕时候要取料然后上料,实现了智能化的控制,避免了各种情况的误动作。
上一页
下一页
上一页
下一页
电话:010-82867930 传真:010-82867927 邮编:100190 E-Mail:gowell@go-well.com.cn
公司地址:北京海淀区知春路63号51号楼11层1103室 北京高威科电气技术股份有限公司 版权所有 京ICP备12042707号 网站建设:中企动力 北二分 seo标签