


资讯详情
转杯纺机控制系统
分类:
行业应用
作者:
来源:
发布时间:
2021-09-15 00:00
访问量:
1.简介
气流纺纱也叫喷气纺纱和转杯纺。它不用锭子,主要靠分梳辊和气流杯两个部件。分梳辊用来抓取和分梳喂入的棉条纤维,同过他的高速回转所产生的离心力可把抓取的纤维甩出。气流杯是个小小的金属杯子,他的旋转速度比分梳辊还高4---5倍,由此产生的离心作用,把杯子里的空气向外排;根据流体压强的原理,使棉纤维进入气流杯,并形成纤维流,沿着杯的内壁不断运动。这时,杯子外有一根纱头,把杯子内壁的纤维引出来,并连接起来,再加上杯子带着纱尾高速旋转所产生的钻作用,就好像一边“喂”棉纤维,一边加纱线搓捏,使纱线与杯子内壁的纤维连接,在纱筒的旋绕拉力下进行牵伸,连续不断的输出纱线,完成气流纺纱的过程。
气流纺纱有速度大、纱卷大、适应性广、机构简单和不用锭子、钢领、钢丝圈的优点,可成倍的提高细纱的产量。
2.系统介绍
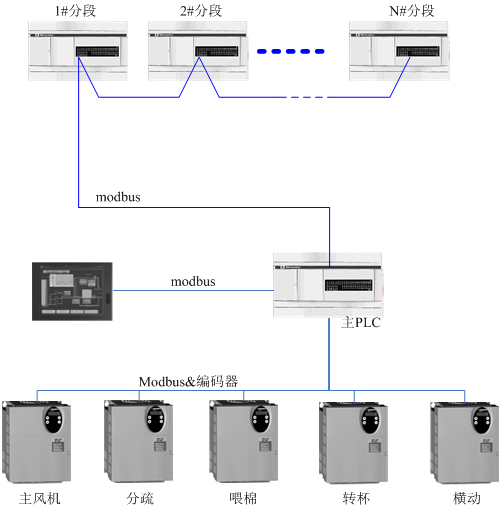
系统由两部分构成,即车头和纺纱段。车头部分控制整个系统主风机、排杂电机、横动电机、分疏电机、喂给电机、转杯电机的运行速度,所有电机由施耐德TWIDO系列PLC通过ATV31系列变频器进行监控,每台电机做闭环控制,PID调节,精确控制电机速度。纺纱段由TWIDO系列PLC采集接头信号以及断纱信号,通过落桶与喂棉电磁铁来控制接头动作。纺纱段与车头通过MODBUS通讯。将接头控制时间以及其他数据从车头主PLC放入纺纱段PLC中。车头部分添加一块施耐德XBTGT系列单色触摸屏,通过屏与主PLC连接可对整个系统的参数、运行状态以及动作进行监控。提高效率,减少每车所需的工人数量。系统图如下:
3.系统运行
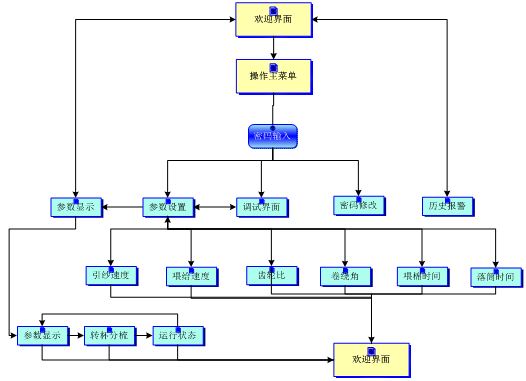
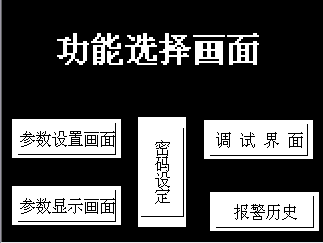
操作人员可以通过车头的触摸屏对相应参数进行设置
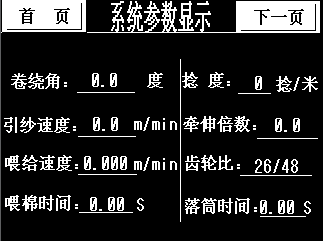
通过车头启动按钮给出启动信号,PLC按照预设启动方案顺序启动各种电机,启动完成后将按照预设的各种参数控制电机的运行,同事监试各种设备的运行状态。触摸屏通过MODBUS通信协议将各种参数写个车头主PLC,主PLC通过MODBUS协议将给定参数写给各个变频器,启动电机,而后将电机的速度反馈信号(编码器反馈)与给定值PID运算,调节给定值,闭环控制每台电机,使控制精度跟高。
纺纱段部分PLC接受主PLC给出的参数来对分段中每锭纱的纺织情况进行监视,如断纱检测到信号,则启动相应预案,通知工作人员,并使用主PLC给出的参数通过喂棉以及落桶电磁铁等设备帮助工作人员完成半自动接头工作。
4.系统特点
使用触摸屏使人机对话更为方便与直观。同时减少主机的按钮指示灯等设备,减少了接线,同时降低车头可能出现的接线故障。并增加了可以监视的信息量。人机对话功能得到极大的扩展。
使用变频器对电机进行控制,使控制精度更高,更准确。用变频器控制电机,并将电机反馈读入,进行PID调节,形成闭环控制,这种方式极大的提高了整个系统的动态调节精度。
使用施耐德的TWIDO系列PLC,所有信息能够及时方便的从屏通过MODBUS传入PLC中,并自动完成相应的功能,自动化程度更高,系统运行更稳定。TWIDO本身支持多高速脉冲输入,所以编码器反馈速度信号是无需增加而外的高速脉冲模块。
通信方面使用通用协议MODBUS协议,由于这个协议的开放性,故其扩展性非常高。整个系统中通过MODBUS网络将车头与下位所有纺纱段的子站连在一起,形成一个整体,使得整个系统的运行参数都可以传到车头PLC中,并在触摸屏中反应出来,同时对变频器内部参数进行实时监控,将可能出现的故障扼杀在萌芽中,保证了整个系统的长期稳定运行。
上一页
下一页
上一页
下一页
电话:010-82867930 传真:010-82867927 邮编:100190 E-Mail:gowell@go-well.com.cn
公司地址:北京海淀区知春路63号51号楼11层1103室 北京高威科电气技术股份有限公司 版权所有 京ICP备12042707号 网站建设:中企动力 北二分 seo标签